A complete walkthrough by ArmorGuard explaining how an OEM ballistic vest project moves from concept and design to NIJ testing and certified production.
What Defines a Professional OEM Project
A ballistic vest OEM project is not merely a manufacturing process—it is an engineering collaboration between design, materials science, and certification expertise. Professional OEM projects follow defined technical stages, ensuring each product meets ballistic performance requirements under NIJ and STANAG standards. At ArmorGuard, every OEM project integrates R&D, production, and testing within our ballistic protection manufacturing framework.
ArmorGuard OEM Projects – 2025 Snapshot
| Category | Share of Total OEM Projects | Typical Client Type | Project Nature |
| Government / Defense Procurement | 45% | Ministry of Defense, Police Forces, UN Peacekeeping Units | Tender-based ballistic vest/plate contracts |
| Tactical Gear Brands (Private Label / ODM) | 35% | Overseas tactical & outdoor brands | Custom vest, plate carrier, and MOLLE gear design |
| Security & Private Agencies | 15% | Corporate security, energy companies, NGOs | Lightweight soft armor and covert protection systems |
| Testing & R&D Collaboration Projects | 5% | Material developers, certification labs | New material validation & prototype testing |
Step 1: Design & Technical Specification Phase
Every OEM project begins with precise technical specifications. ArmorGuard’s engineering team collaborates with clients to define mission profiles, target NIJ level, weight requirements, and ergonomic constraints. This data forms the foundation for CAD-based vest design and component mapping.
Material selection plays a critical role at this stage. Designers evaluate Aramid vs UHMWPE Typical Ballistic Vest Design Parameters (Reference for OEM Projects)
| Parameter | Typical Range / Standard | Notes / Industry Reference |
| Protection Level | NIJ Level IIIA (soft armor) / NIJ Level III or IV (hard armor) | Defined according to mission profile and ammunition threat |
| Total Vest Weight | ≤ 6.5 kg (Level IIIA soft armor) / ≤ 9.5 kg (Level III plate carrier) | Optimized for a balance between mobility and protection |
| Panel Areal Density | 3.5 – 5.0 kg/m² (Aramid) / 2.8 – 4.5 kg/m² (UHMWPE) | Based on the material configuration and lamination method |
| Coverage Area | 0.40 – 0.55 m² (front + back panels) | Designed for torso protection following NIJ fit standards |
| Back-Face Deformation (BFD) | ≤ 44 mm (NIJ 0101.06 limit) | Verified during ballistic testing |
| Multi-Hit Capability | ≥ 6 rounds (NIJ IIIA) / ≥ three rounds (NIJ III/IV) | Evaluated using the spaced-impact test pattern |
| Outer Fabric | 500D – 1000D CORDURA® / Nylon 66 IRR treated | Resistant to abrasion and UV degradation |
| Fastening System | Hook-and-loop, MOLLE/PALS modular system | Configurable for tactical accessories |
| Ergonomic Adjustment Range | Waist 80–120 cm / Shoulder + Chest adjustable straps | Accommodates multi-user fitting |
| Environmental Resistance | -20 °C ~ +55 °C operational range / humidity ≤ 80 % | Per MIL-STD environmental test guidance |
| Design Verification | CAD-based patterning + prototype fitting | Conducted before ballistic panel lamination |
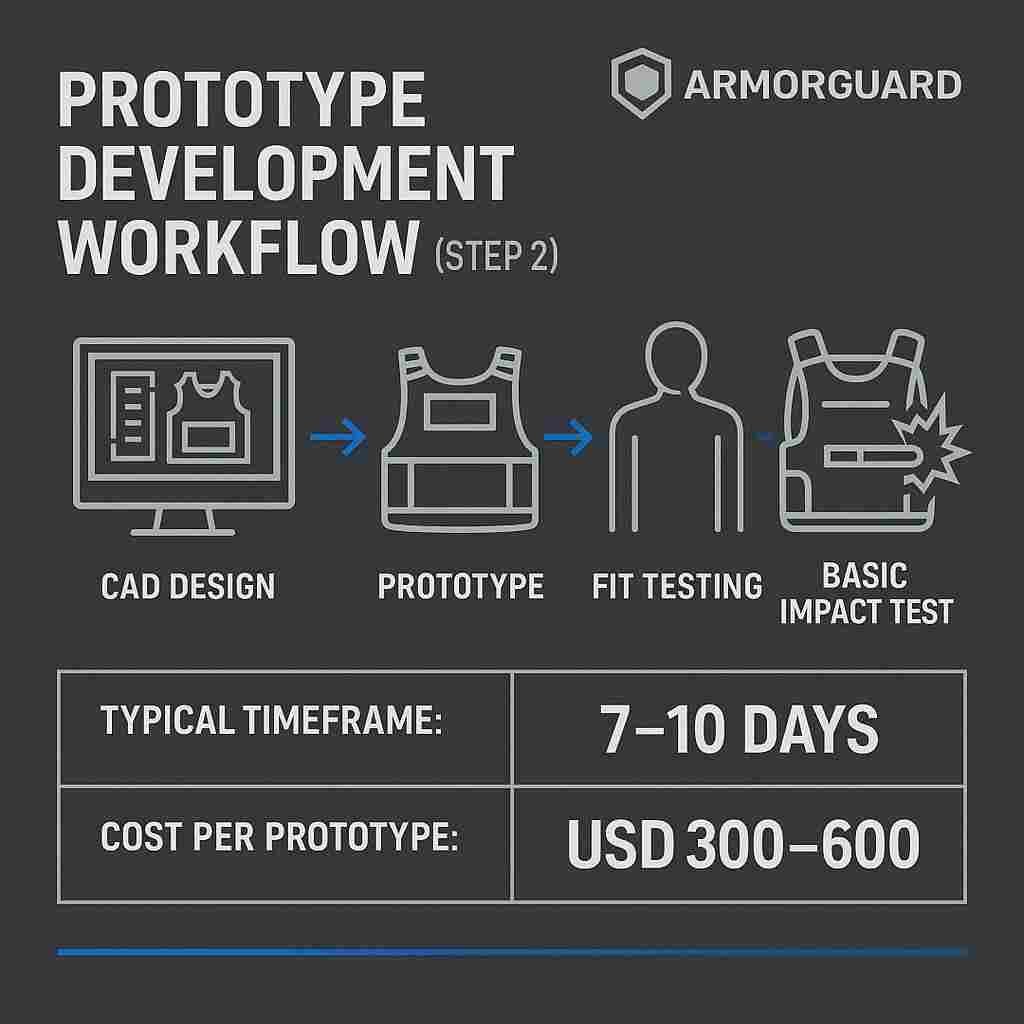
Step 2: Prototype Development and Fit Testing
Once CAD designs are approved, ArmorGuard produces prototypes for fit evaluation and basic impact testing. This stage validates comfort, weight distribution, and operator mobility before proceeding to ballistic validation.
Prototypes are tested using soft and hard inserts under controlled conditions to assess flexibility and thermal comfort. The ergonomic data collected helps reduce long-term fatigue for end users — see how advanced ballistic materials reduce fatigue for soldiers.
⚙️ Prototype Development and Fit Testing Parameters (Reference for OEM Projects)
| Parameter | Typical Value / Range | Notes / Application Context |
| Prototype Development Cycle | 7–10 working days | From CAD confirmation to the first wearable prototype, it may extend to 14 days for plate carriers. |
| Sample Cost per Design | USD 300–600 / model | Includes labor, material, patterning, and basic performance test (excluding NIJ certification) |
| Included Components | 1× outer carrier, 1× ballistic insert set (dummy or low-energy tested), 1× pattern file | Delivered for fit, comfort, and modularity assessment |
| Fit Evaluation Metrics | Shoulder mobility, waist adjustability, overall comfort rating (1–5 scale) | Evaluated by test operators or agency representatives |
| Weight Deviation (vs. Final Product) | ±5% | Ensures consistent real-mass simulation before ballistic insert replacement |
| Thermal & Breathability Check | Air permeability ≥ 100 mm/s (ISO 9237 reference) | Essential for tropical operational climates |
| Feedback Integration Time | 3–5 days after prototype delivery | Adjustments recorded before final ballistic cut approval |
| Common Testing Setup | Soft armor (NIJ IIIA) + dummy hard plate | Used for ergonomic and load distribution testing only |
Step 3: Pre-NIJ Testing & Certification Preparation
Before official NIJ testing, each prototype undergoes in-house ballistic verification to ensure compliance with expected energy absorption and backface deformation thresholds. ArmorGuard’s quality engineers perform live-fire testing at controlled velocities, measuring BFD (≤44mm) and evaluating V50 data for consistency.
This internal process reduces risk and cost during formal testing. All pre-test data is recorded and compared with ballistic testing and certification.
Step 4: Mass Production and Quality Control
After successful pre-testing, the project moves into full-scale production. ArmorGuard’s OEM facilities utilize automated cutting, lamination, and assembly lines equipped with digital traceability systems. Every component batch is tracked from incoming material to final inspection.
Each factory is managed under ISO 9001 standards with layered quality checks — see how to choose a reliable body armor OEM factory in Asia. In-process inspections, tensile testing, and seam durability tests ensure defect rates remain below 1% per batch.
| Production Metric | ArmorGuard Reference Data | Description / Notes |
| Production Lines (Total) | 8 automated + 4 semi-auto lines | Includes four cutting & lamination lines, eight sewing/assembly lines across Thailand & Myanmar plants |
| Daily Output Capacity | 1,800–2,200 tactical vests/day | Scalable depending on plate type, stitching complexity, and shift schedule |
| Monthly Output Capacity | ≈45,000–50,000 units/month | Typical consolidated volume across all factories |
| QC Team Size | 18 inspectors + 6 engineers | Full-time QA/QC staff per shift across both facilities |
| Inline QC Frequency | 1 check per 25 units | Random inspection for stitching, weight, and label traceability |
| Defect / Rejection Rate | <1.0% per batch | Maintained through a real-time defect tracking dashboard |
| Material Traceability | 100% digital batch tracking | Each lot is tagged with a QR code linked to the supplier certification |
| Testing Equipment | Ballistic sample range, tensile tester, moisture chamber, seam fatigue tester | Used for process and pre-shipment verification |
| ISO Certification | ISO 9001:2015 / ISO 14001:2015 | Documented quality and environmental management systems |
Step 5: Final NIJ Certification and Delivery
Once mass production samples pass in-house validation, ArmorGuard coordinates with accredited third-party labs for NIJ 0101.06 or 0101.07 testing. The results form the basis for the final certification dossier, including test reports, material traceability records, and ballistic verification sheets.
Certified products are serialized, labeled, and packaged in accordance with government or brand requirements. For NIJ level definitions and test parameters, refer to Understanding NIJ Ballistic Levels.
Why ArmorGuard’s OEM Workflow Is Different
ArmorGuard’s OEM workflow combines ballistic expertise, rapid prototyping, and certified testing into a single integrated system. Unlike typical subcontractors, all design, lamination, and ballistic verification are executed in-house, ensuring faster turnaround and consistent compliance. Clients benefit from data transparency, short lead times, and flexible MOQ options — supported by our OEM & ODM solutions.