Une présentation complète d'ArmorGuard expliquant comment un projet de gilet balistique OEM passe du concept et de la conception aux tests NIJ et à la production certifiée.
Qu'est-ce qui définit un projet OEM professionnel ?
Un projet OEM de gilet balistique n'est pas simplement un processus de fabrication, c'est une collaboration d'ingénierie entre la conception, la science des matériaux et l'expertise en matière de certification. Les projets OEM professionnels suivent des étapes techniques définies, garantissant que chaque produit répond aux exigences de performance balistique des normes NIJ et STANAG. Chez ArmorGuard, chaque projet OEM intègre la recherche et le développement, la production et les essais au sein de notre unité de production. fabrication de protection balistique cadre.
Projets OEM ArmorGuard - Aperçu 2025
| Catégorie | Part du total des projets OEM | Type de client typique | Nature du projet |
| Marchés publics / Défense | 45% | Ministère de la défense, forces de police, unités de maintien de la paix des Nations unies | Contrats de gilets/plaques balistiques sur base d'appels d'offres |
| Marques d'équipement tactique (Label privé / ODM) | 35% | Marques tactiques et de plein air d'outre-mer | Conception personnalisée de gilets, de porte-plaques et d'équipements MOLLE |
| Sécurité et agences privées | 15% | Sécurité des entreprises, compagnies d'énergie, ONG | Systèmes légers d'armure souple et de protection secrète |
| Projets de collaboration en matière d'essais et de R&D | 5% | Développeurs de matériel, laboratoires de certification | Validation de nouveaux matériaux et essais de prototypes |
Étape 1 : Phase de conception et de spécification technique
Chaque projet OEM commence par des spécifications techniques précises. L'équipe d'ingénieurs d'ArmorGuard collabore avec les clients pour définir les profils de mission, le niveau NIJ cible, les exigences de poids et les contraintes ergonomiques. Ces données constituent la base de la conception des gilets basée sur la CAO et de la cartographie des composants.
La sélection des matériaux joue un rôle essentiel à ce stade. Les concepteurs évaluent Aramide vs UHMWPE Paramètres de conception typiques des gilets balistiques (référence pour les projets OEM)
| Paramètres | Gamme typique / Standard | Notes / Référence à l'industrie |
| Niveau de protection | NIJ Level IIIA (armure souple) / NIJ Level III ou IV (armure dure) | Défini en fonction du profil de la mission et de la menace que représentent les munitions |
| Poids total de la veste | ≤ 6,5 kg (armure souple de niveau IIIA) / ≤ 9,5 kg (porte-plaque de niveau III) | Optimisé pour un équilibre entre mobilité et protection |
| Densité surfacique du panneau | 3,5 - 5,0 kg/m² (Aramide) / 2,8 - 4,5 kg/m² (UHMWPE) | En fonction de la configuration du matériau et de la méthode de laminage |
| Zone de couverture | 0,40 - 0,55 m² (panneaux avant + arrière) | Conçue pour protéger le torse conformément aux normes d'ajustement NIJ |
| Déformation de la face arrière (BFD) | ≤ 44 mm (limite NIJ 0101.06) | Vérifié lors des essais balistiques |
| Capacité de frappe multiple | ≥ 6 coups (NIJ IIIA) / ≥ trois coups (NIJ III/IV) | Évalué à l'aide du modèle de test d'impact espacé |
| Tissu extérieur | 500D - 1000D CORDURA® / Nylon 66 IRR traité | Résistant à l'abrasion et à la dégradation par les UV |
| Système de fixation | Système modulaire MOLLE/PALS à crochets et boucles | Configurable pour les accessoires tactiques |
| Plage de réglage ergonomique | Taille 80-120 cm / Bretelles réglables au niveau des épaules et de la poitrine | Permet l'installation de plusieurs utilisateurs |
| Résistance à l'environnement | -20 °C ~ +55 °C plage opérationnelle / humidité ≤ 80 % | Conformément à la norme MIL-STD relative aux essais environnementaux |
| Vérification de la conception | Modelage basé sur la CAO + ajustement du prototype | Effectué avant la stratification des panneaux balistiques |
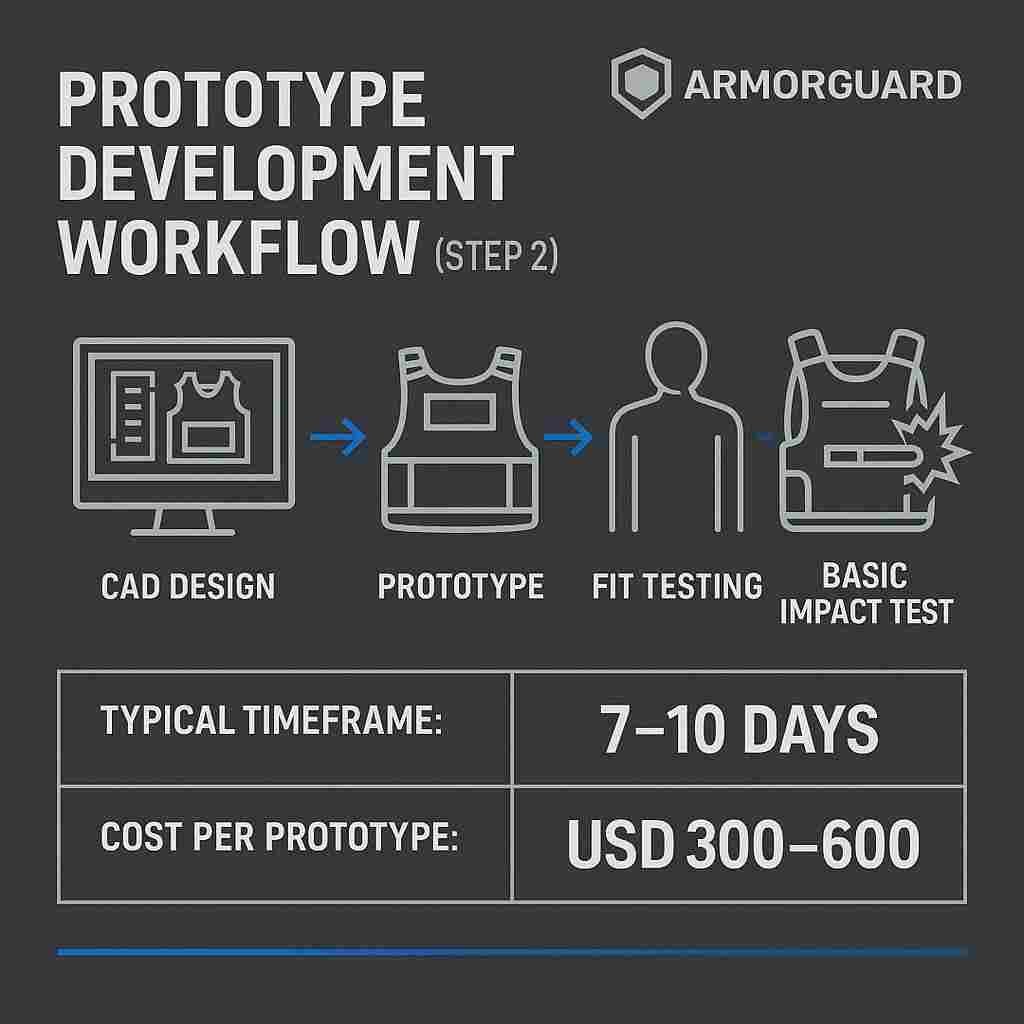
Étape 2 : Développement de prototypes et essais d'ajustement
Une fois les conceptions CAO approuvées, ArmorGuard produit des prototypes pour l'évaluation de l'ajustement et les essais d'impact de base. Cette étape permet de valider le confort, la répartition du poids et la mobilité de l'opérateur avant de passer à la validation balistique.
Les prototypes sont testés en utilisant des inserts souples et durs dans des conditions contrôlées afin d'évaluer la flexibilité et le confort thermique. Les données ergonomiques recueillies aident réduire la fatigue à long terme des utilisateurs finaux - voir comment les avancées matériaux balistiques réduire la fatigue des soldats.
⚙️ Paramètres de développement de prototypes et d'essais d'ajustement (référence pour les projets OEM)
| Paramètres | Valeur typique / Gamme | Notes / Contexte de l'application |
| Cycle de développement du prototype | 7-10 jours ouvrables | De la confirmation de la CAO au premier prototype portable, le délai peut atteindre 14 jours pour les porteurs de plaques. |
| Coût de l'échantillon par modèle | 300-600 USD / modèle | Comprend la main-d'œuvre, le matériel, le modelage et le test de performance de base (à l'exclusion de la certification NIJ). |
| Composants inclus | 1× support extérieur, 1× jeu d'inserts balistiques (factice ou testé à basse énergie), 1× fichier de modèle | Fourni pour l'évaluation de l'ajustement, du confort et de la modularité |
| Mesures d'évaluation de l'adéquation | Mobilité des épaules, ajustement de la taille, évaluation du confort général (échelle de 1 à 5) | Évalué par des opérateurs de test ou des représentants de l'agence |
| Écart de poids (par rapport au produit final) | ±5% | Assure une simulation cohérente de la masse réelle avant le remplacement de l'insert balistique |
| Contrôle thermique et de respirabilité | Perméabilité à l'air ≥ 100 mm/s (référence ISO 9237) | Essentiel pour les climats opérationnels tropicaux |
| Temps d'intégration du retour d'information | 3-5 jours après la livraison du prototype | Ajustements enregistrés avant l'approbation finale de la coupe balistique |
| Configuration courante des tests | Blindage souple (NIJ IIIA) + plaque dure factice | Utilisé uniquement pour les tests d'ergonomie et de répartition de la charge |
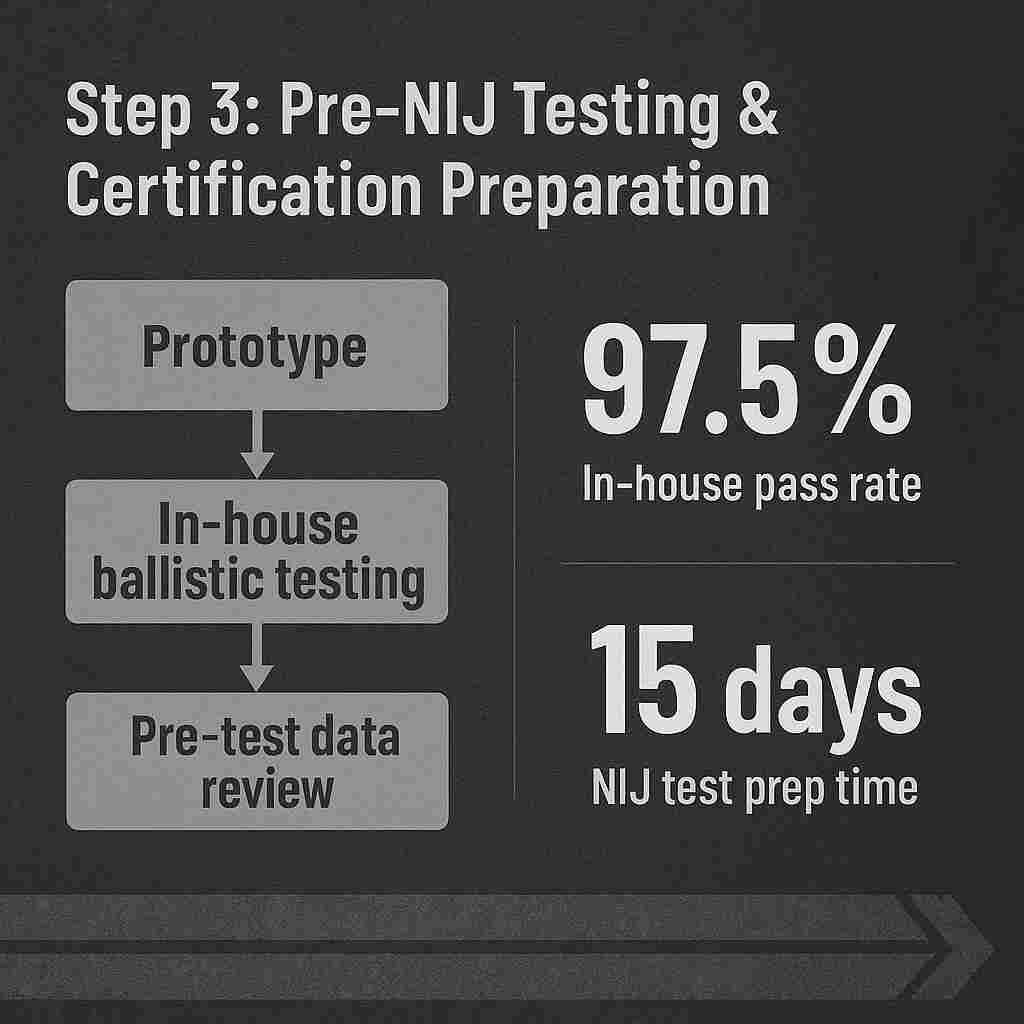
Étape 3 : Tests préalables à l'INJ et préparation à la certification
Avant les essais officiels du NIJ, chaque prototype fait l'objet d'une vérification balistique en interne afin de garantir la conformité avec les seuils d'absorption d'énergie et de déformation de la face arrière prévus. Les ingénieurs qualité d'ArmorGuard effectuent des essais à balles réelles à des vitesses contrôlées, mesurent la BFD (≤44mm) et évaluent les données V50 pour s'assurer de leur cohérence.
Ce processus interne permet de réduire les risques et les coûts lors des tests formels. Toutes les données relatives aux tests préalables sont enregistrées et comparées aux données de l'étude. essais balistiques et certification.
Étape 4 : Production de masse et contrôle de la qualité
Après des essais préliminaires réussis, le projet passe à la production à grande échelle. Les installations OEM d'ArmorGuard utilisent des lignes automatisées de découpe, de laminage et d'assemblage équipées de systèmes de traçabilité numérique. Chaque lot de composants est suivi depuis l'arrivée des matériaux jusqu'à l'inspection finale.
Chaque usine est gérée selon les normes ISO 9001 avec des contrôles de qualité à plusieurs niveaux - voir comment choisir une usine fiable. Armures de protection corporelle Usine OEM en Asie. Les inspections en cours de fabrication, les essais de traction et les tests de durabilité des coutures garantissent que les taux de défauts restent inférieurs à 1% par lot.
| Métrique de production | Données de référence ArmorGuard | Description / Notes |
| Lignes de production (total) | 8 lignes automatisées + 4 lignes semi-automatiques | Comprend quatre lignes de coupe et de laminage, huit lignes de couture/assemblage dans les usines de Thaïlande et du Myanmar. |
| Capacité de production journalière | 1 800 à 2 200 gilets tactiques par jour | Modulable en fonction du type de plaque, de la complexité du piquage et des horaires de travail. |
| Capacité de production mensuelle | ≈45 000-50 000 unités/mois | Volume consolidé typique pour l'ensemble des usines |
| Taille de l'équipe de contrôle qualité | 18 inspecteurs + 6 ingénieurs | Personnel d'AQ/CQ à temps plein par équipe dans les deux installations |
| Fréquence du contrôle qualité en ligne | 1 chèque par 25 unités | Contrôle aléatoire des coutures, du poids et de la traçabilité des étiquettes |
| Taux de défauts / de rejets | <1,0% par lot | Maintenu grâce à un tableau de bord de suivi des défauts en temps réel |
| Traçabilité des matériaux | 100% suivi numérique des lots | Chaque lot est étiqueté avec un code QR lié à la certification du fournisseur. |
| Matériel d'essai | Gamme d'échantillons balistiques, testeur de traction, chambre d'humidité, testeur de fatigue des coutures | Utilisé pour la vérification du processus et de la pré-expédition |
| Certification ISO | ISO 9001:2015 / ISO 14001:2015 | Systèmes documentés de gestion de la qualité et de l'environnement |
Étape 5 : Certification finale par le NIJ et livraison
Une fois que les échantillons de production de masse ont passé la validation interne, ArmorGuard coordonne avec des laboratoires tiers accrédités les essais NIJ 0101.06 ou 0101.07. Les résultats constituent la base du dossier de certification final, qui comprend les rapports d'essai, les enregistrements de traçabilité des matériaux et les fiches de vérification balistique.
Les produits certifiés sont sérialisés, étiquetés et emballés conformément aux exigences du gouvernement ou de la marque. Pour les définitions des niveaux NIJ et les paramètres d'essai, voir Comprendre les niveaux NIJ et les paramètres d'essai, voir Comprendre les niveaux NIJ. Niveaux balistiques NIJ.
Pourquoi le flux de travail OEM d'ArmorGuard est-il différent ?
Le flux de travail OEM d'ArmorGuard combine l'expertise balistique, le prototypage rapide et les tests certifiés en un seul système intégré. Contrairement aux sous-traitants habituels, toutes les opérations de conception, de laminage et de vérification balistique sont exécutées en interne, ce qui garantit des délais d'exécution plus courts et une conformité constante. Les clients bénéficient de la transparence des données, de délais d'exécution courts et d'options flexibles en matière de qualité de fabrication. Solutions OEM et ODM.